Tube de chaudière en acier allié ASTM A209 à courbure en U|Tube ASTM A209 T1
VIEW MORE+
PRODUCTS
NEWS
- La structure des échangeurs de chaleur à calandre et à tubes et les pièces principales
- Tube à ailettes à pied LL VS Tube à ailettes à pied L
- Quel est le type de processus pour les bobines de tubes hélicoïdaux ?
- Connaissance de lacier inoxydable duplex
- Présentation du tube de chaudière ASTM A209/ASME SA209 T1
- Fonction et application des radiateurs à ailettes
- Quels sont les effets des zones affectées par la chaleur dans les tubes à ailettes ?
- Quelles sont les causes des zones affectées par la chaleur ?
- Quest-ce que la zone affectée par la chaleur (ZAT) dans les tubes à ailettes ?
- Méthode de préchauffage avant le soudage pour éviter les fissures de soudage

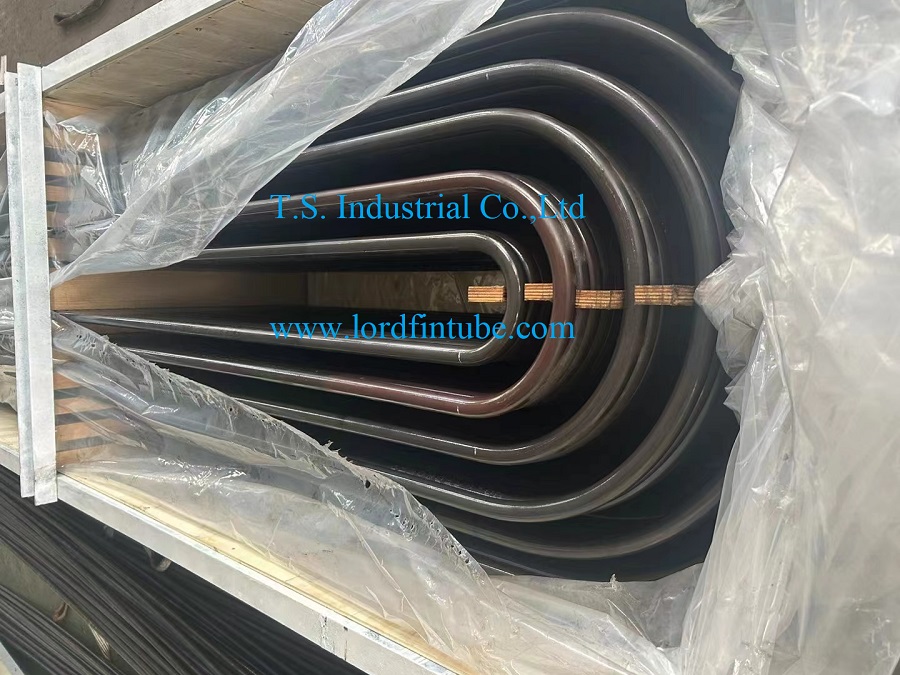
Tube ASTM A688 courbé en U ; tubes de chauffe-eau d'alimentation
ASTM A688/A688M couvre les tubes de chauffe-eau d'alimentation en acier inoxydable austénitique soudés, y compris ceux pliés, si spécifié, sous la forme de tubes en U pour application dans les chauffe-eau d'alimentation tubulaires. Le cintrage en U doit être fourni dans un état recuit en solution.
Description
Tubes de chauffe-eau dalimentation en acier inoxydable austénitique soudés norme ASTM A688/A688M
1. Portée ASTM A688/A688M
1.1 Cette spécification 2 couvre les tubes de chauffe-eau dalimentation en acier inoxydable austénitique soudés, y compris ceux pliés, si spécifiés, sous la forme de tubes en U pour application dans les chauffe-eau dalimentation tubulaires.
1.2 Les tailles de tubes couverts doivent être de 5 ⁄ 8 à 1 po [15,9 à 25,4 mm], diamètre extérieur inclus, et des épaisseurs de paroi moyennes ou minimales de 0,028 po [0,7 mm] et plus.
1.3 Les valeurs indiquées en unités pouces-livres ou en unités SI doivent être considérées séparément comme standard. Dans le texte, les unités SI sont indiquées entre parenthèses. Les valeurs indiquées dans chaque système ne sont pas des équivalents exacts ; par conséquent, chaque système doit être utilisé indépendamment de lautre. La combinaison des valeurs des deux systèmes peut entraîner une non-conformité aux spécifications .
2. Documents référencés ASTM A688/A688M
2.1 Normes ASTM :
A 262 Pratiques pour détecter la susceptibilité aux attaques intergranulaires dans les aciers inoxydables austénitiques A 480/A 480M Spécification pour les exigences générales relatives aux tôles, tôles et bandes dacier inoxydable laminées plaques et résistances à la chaleur
A 941 Terminologie relative à lacier, à lacier inoxydable, aux alliages associés et aux ferroalliages
Spécification A 1016/A 1016M pour les exigences générales relatives aux tubes en acier allié ferritique, en acier allié austénitique et en acier inoxydable
E 527 Pratique de numérotation des métaux et alliages (UNS)
2.2 Autre norme :
SAE J1086 Pratique pour la numérotation des métaux et alliages (UNS)
3. Terminologie ASTM A688/A688M
3.1 Définitions des termes : pour les définitions des termes utilisés dans cette spécification, reportez-vous à la terminologie A 941.
4. Informations de commande ASTM A688/A688M
4.1 Il est de la responsabilité de lacheteur de spécifier toutes les exigences nécessaires pour le matériel en vertu de cette spécification. Ces exigences peuvent inclure, sans s’y limiter, les éléments suivants :
4.1.1 Quantité (longueur ou nombre de pièces),
4.1.2 Description du matériau,
4.1.3 Dimensions – Diamètre extérieur, épaisseur de paroi (paroi minimale ou moyenne) et longueur,
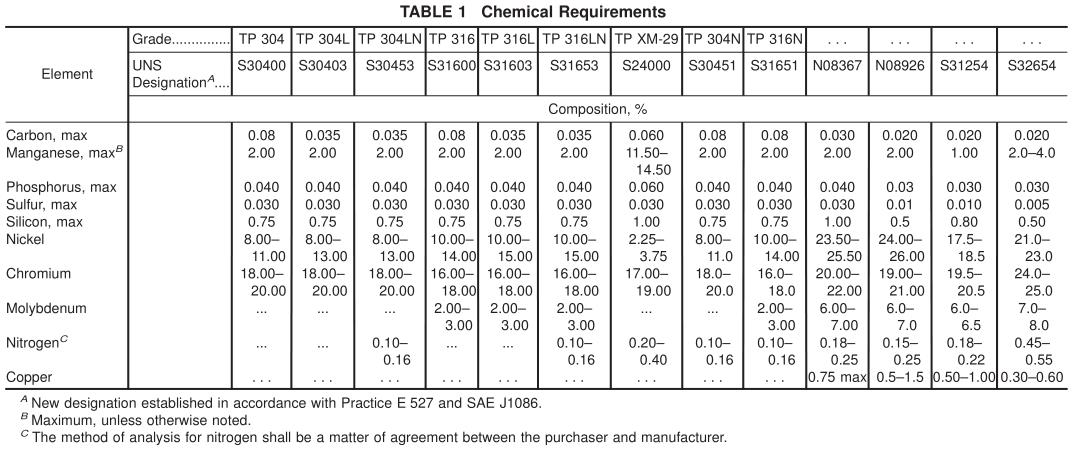
4.1.4 Grade (composition chimique) (tableau 1),
4.1.5 Exigences en matière de cintrage en U, si la commande spécifie le cintrage, des programmes ou des dessins de cintrage en U doivent accompagner la commande,
4.1.6 Exigences facultatives : lacheteur doit préciser si le recuit des coudes en U est requis ou si les tubes doivent être testés à leau ou à lair (voir 11.6).
4.1.7 Exigences supplémentaires – Lacheteur doit préciser sur le bon de commande si le matériau doit être testé par courants de Foucault conformément aux exigences supplémentaires S1 ou S2, et si des rapports dessai spéciaux sont requis en vertu de lexigence supplémentaire S3, et,
4.1.8 Toute exigence particulière.
5. Exigences générales ASTM A688/A688M
5.1 Le matériel fourni selon cette spécification doit être conforme aux exigences applicables de la dernière édition publiée de la spécification A 1016/A 1016M, sauf indication contraire dans les présentes.
6. Matériaux et fabrication ASTM A688/A688M
6.1 Le tube doit être fabriqué en acier laminé plat par un procédé de soudage automatique sans ajout de métal dapport.
6.2 Après le soudage et avant le traitement thermique final, les tubes doivent être travaillés à froid soit dans le métal soudé et de base, soit dans le métal soudé uniquement. La méthode de travail à froid peut être précisée par lacheteur. Lors de létirage à froid, lacheteur peut spécifier le montant minimum de réduction de la section transversale ou de lépaisseur de la paroi, ou les deux.
6.3 De nombreux contaminants de surface peuvent avoir des effets néfastes sur les propriétés à haute température ou la résistance à la corrosion des tubes. La contamination par le cuivre, le plomb, le mercure, le zinc, les chlorures ou le soufre peut être préjudiciable aux aciers inoxydables. Le fabricant doit employer des techniques qui minimisent la contamination des surfaces par ces éléments.
7. Nettoyage ASTM A688/A688M avant recuit
7.1 Tous les lubrifiants des revêtements utilisés dans la fabrication de tubes droits ou dans le cintrage doivent être retirés de toutes les surfaces avant tout traitement de recuit. La propreté de la surface intérieure des coudes en U sur lesquels un lubrifiant a été appliqué sur la surface intérieure pendant le cintrage doit être confirmée en soufflant des bouchons de feutre imbibés dacétone bien ajustés à travers 10 % des tubes de chaque rayon de courbure. De lair sec, sans huile, ou un gaz inerte doit être utilisé pour souffler les bouchons à travers les tubes. Si les bouchons soufflés à travers un tube présentent plus quune décoloration gris clair, tous les tubes sur lesquels un lubrifiant a été appliqué sur la surface intérieure pendant le cintrage doivent être renettoyés. Après renettoyage, 10 % des tubes de chaque rayon de courbure dont la surface intérieure a été soumise à des lubrifiants de courbure doivent être réessayés.
8. Traitement thermique ASTM A688/A688M
8.1 All finished straight tubing or straight tubing ready for U-bending shall be furnished in the solution-annealed condition. The annealing procedure, except for N08367 and N08926,
shall consist of heating the material to a minimum temperature of 1900°F [1040°C] followed by a rapid cooling to below 700°F [370°C]. The cooling rate shall be sufficiently rapid to
prevent harmful carbide precipitation as determined in Section
13. UNS N08367 shall be solution annealed from 2025°F [1107°C] minimum followed by rapid quenching.
8.2 N08926 shall be heat-treated to a minimum temperature of 2010°F [1100°C] followed by quenching in water or rapidly cooling by other means.
8.3 If heat treatment of U-bends is specified, it shall satisfy the annealing procedure described in 8.1 and 8.2, and shall be done as follows:
8.3.1 The heat treatment shall be applied to the U-bend area plus approximately 6 in. [150 mm] of each leg beyond the tangent point of the U-bend.
8.3.2 If the heat treatment specified in 8.3 is accomplished by resistance-heating methods wherein electrodes are clamped to the tubes, the clamped areas shall be visually examined for arc burns. Burn indications shall be cause for rejection unless they can be removed by local polishing without encroaching upon minimum wall thickness.
8.3.3 Temperature control shall be accomplished through the use of optical or emission pyrometers, or both. No temperature-indicating crayons, lacquers, or pellets shall be used.
8.3.4 The inside ofthe tube shall be purged with a protective or an inert gas atmosphere during heating and cooling to below 700°F [370°C] to prevent scaling of the inside surface. The atmosphere should be noncarburizing.
9. ASTM A688/A688M Surface Condition
9.1 The straight tubes, after final annealing, shall be pickled using a solution of nitric and hydrofluoric acids followed by flushing and rinsing in water. If bright annealing is performed,
this requirement does not apply.
9.2 Alight oxide scale on the outside surface ofU-bend area shall be permitted for tubes which have been electric-resistance heat treated after bending.
10. ASTM A688/A688M Chemical Composition
10.1 Product Analysis:
10.1.1 When requested in the purchase order, a product analysis shall be made by the supplier from one tube or coil of steel per heat. The chemical composition shall conform to the requirements shown in Table 1.
10.1.2 A product analysis tolerance of Specification A 480/ A 480M shall apply. The product analysis tolerance is not applicable to the carbon content for material with a specified maximum carbon of 0.04 % or less.
10.1.3 Ifthe original test for product analysis fails, retests of two additional lengths of flat-rolled stock or tubes shall be
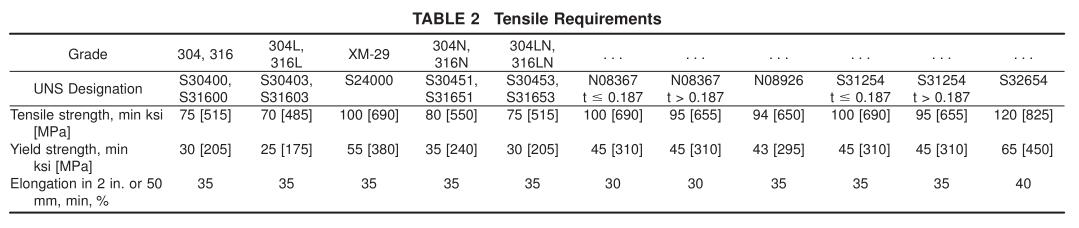
11. ASTM A688/A688M Mechanical Requirements
11.1 Tensile Properties:
11.1.1 The material shall conform to the tensile properties shown in Table 2.
11.1.2 One tension test shall be made on a specimen for lots of not more than 50 tubes. Tension tests shall be made on specimens from two tubes for lots of more than 50 tubes (Note 2).
11.2 Hardness:
11.2.1 Grade TP XM-29 tubes shall have a hardness number not exceeding 100 HRB or its equivalent. Tubes of all other grades shall have a hardness number not exceeding 90 HRB or its equivalent. This hardness requirement is not to apply to the bend area of U-bend tubes which are not heat treated after bending.
11.2.2 Brinell or Rockwell hardness tests shall be made on specimens from two tubes from each lot.
N OTE 2—For tension, hardness, and corrosion test requirements, the term “lot” applies to all tubes prior to cutting to length, of the same nominal diameter and wall thickness, produced from the same heat of steel and annealed in a continuous furnace at the same temperature, time at heat, and furnace speed.
11.3 Reverse Bend Test:
11.3.1 One reverse bend test shall be made on a specimen from each 1500 ft [460 m] of finished tubing.
11.3.2 A section 4 in. [100 mm] minimum in length shall be split longitudinally 90° on each side of the weld. The sample shall then be opened and bent around a mandrel with a maximum thickness of four times the wall thickness, with the mandrel parallel to the weld and against the original outside surface of the tube. The weld shall be at the point of maximum
bend. There shall be no evidence of cracks, or of overlaps resulting from the reduction in thickness of the weld area by cold working. When the geometry or size of the tubing make it difficult to test the sample as a single piece, the sample may be
11.4 Flattening Test—Flattening tests shall be made on specimens from each end ofone finished tube, not the one used for the flange test, from each lot (Note 1).
11.5 Flange Test—Flange tests shall be made on specimens from each end of one finished tube, not the one used for the flattening test, from each lot (Note 1).
11.6 Pressure Test:
11.6.1 Each straight tube or each U-tube after completion of the bending and post-bending heat treatment, shall be pressure tested in accordance with one of the following paragraphs as specified by the purchaser.
11.6.1.1 Hydrostatic Test—Each tube shall be given an internal hydrostatic test in accordance with Specification
A 1016/A 1016M, except that the test pressure and hold time, when other than that stated in Specification A 1016/A 1016M, shall be agreed upon between purchaser and manufacturer.
11.6.1.2 Air Underwater Test—Each tube shall be air underwater tested in accordance with Specification A 1016/A 1016M.
12. ASTM A688/A688M Nondestructive Test (Electric Test)
12.1 Each straight tube shall be tested after the finish heat treatment by passing it through a nondestructive tester capable of detecting defects on the entire cross section of the tube, in accordance with Specification A 1016/A 1016M.
13. ASTM A688/A688M Corrosion Resisting Properties
13.1 One full section sample 1 in. [25.4 mm] long from the center of a sample tube of the smallest radius bend which is heat treated shall be tested in the heat treated condition in accordance with Practices A 262.
13.2 One full-section sample 1 in. [25.4 mm] long from each lot (Note 2) ofstraight tubes shall be tested in the finished condition in accordance with Practices A 262.
13.3 The appearance of any fissures or cracks in the test specimen when evaluated in accordance with Practices A 262 indicating the presence of intergranular attack, shall be cause for rejection of that lot.
14. ASTM A688/A688M Permissible Variations in Dimensions (Fig. 1)
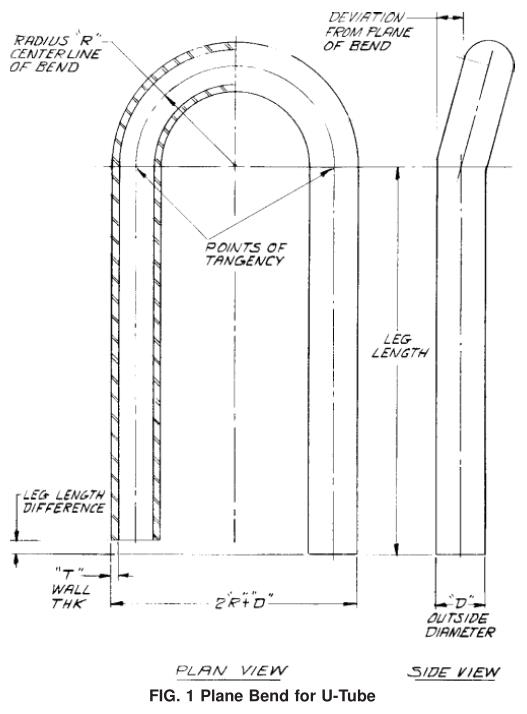
14.1 Permissible variations from the specified outside diameter shall be in accordance with Specification A 1016/A 1016M. Those tolerances do not apply to the bent portion of the U-tubes. At the bent portion of a U-tube for R = 2 3 D or greater, neither the major nor minor diameter of the tube shall deviate from the nominal diameter prior to bending by more than 10 %. If less than 2 3 D is specified, tolerances could be greater.
14.2 Permissible Variations from the Specified Wall Thickness:
14.2.1 Permissible variations from the specified minimum wall thickness shall not exceed +20%− 0.
14.2.2 Permissible variations from the specified average wall thickness are 610 % of the nominal wall thickness.
14.2.3 The wall thickness of the tube in the U-bent section shall not be less than value determined by the equation:
t f 5
4RT
4 R 1 D
where:
t f = wall thickness after bending, in. [mm],
T = minimum wall thickness of 14.2.1 or 14.2.2, in. [mm],
R = centerline bend radius, in. [mm], and
D = nominal outside tube diameter, in. [mm].
14.3 Permissible Variations from the Specified Length:
14.3.1 Straight Lengths—The maximum permissible variations for lengths 24 ft [7.3 m] and shorter shall be + 1 ⁄ 8 in. [3mm], −0; for lengths longer than 24 ft [7.3 mm], an additional
over tolerance of + 1 ⁄ 8 in. [3 mm] for each 10 ft [3 m], or fraction thereof, shall be permitted up to a maximum of+ 1 ⁄ 2 in. [13 mm].
14.3.2 U-Bends—In the case of U-tubes, the length of the tube legs as measured from the point of tangency of the bend and the tube leg to the end ofthe tube leg, shall not be less than specified, but may exceed the specified values by the amount given in Table 3. The difference in lengths ofthe tube legs shall not be greater than 1/8in. unless otherwise specified. 14.4 The end of any tube may depart from square by not more than the amount given in Table 4.
14.5 The leg spacing measured between the points of tangency of the bend to the legs shall not vary from the value (2 R − specified tube outside diameter) by more than 1/16 in.[1.5 mm] where R is the center-line bend radius.
14.6 La partie courbée du tube en U doit avoir une courbure sensiblement uniforme et ne doit pas dépasser 6 1 ⁄ 16 po [1,5 mm] du rayon de la ligne centrale nominale.
14.7 Lécart admissible par rapport au plan de courbure (Fig. 1) ne doit pas dépasser 1/16 po. [1,5 mm] mesuré à partir des points de tangence.
15. Fabrication, finition et apparence ASTM A688/A688M
15.1 Les tubes achetés selon cette spécification sont destinés à être utilisés dans des échangeurs de chaleur et seront insérés dans des trous bien ajustés dans des déflecteurs ou des plaques de support, ou les deux, espacés le long de la longueur du tube. Les extrémités des tubes seront également insérées dans des trous très ajustés dans une plaque tubulaire et élargie et pourront y être soudées. Les tubes doivent pouvoir résister à lexpansion et
plié sans présenter de fissures ni de défauts, et doit être fini raisonnablement droit et adapté à lusage prévu.
15.2 La contamination résiduelle par les sels de chlorure de la surface intérieure et extérieure du tube au moment de lemballage pour lexpédition de lusine ne doit pas dépasser une concentration de 1 mg/pi 2 [10,7 mg/m 2 ] de la surface du tube. Un tube sur cinq cents pièces doit être vérifié immédiatement avant lemballage pour lexpédition pour détecter toute contamination par des sels de chlorure selon une procédure convenue entre le fabricant et lacheteur.
16. Inspection ASTM A688/A688M
16.1 Linspecteur représentant lacheteur doit avoir accès, à tout moment, aux zones où linspection et les tests sont effectués sur le matériel commandé par lacheteur. Le fabricant doit fournir à linspecteur toutes les facilités raisonnables pour le convaincre que le matériau est fourni conformément à la présente spécification. Tous les tests et inspections requis doivent être effectués sur le lieu de fabrication avant lexpédition, sauf indication contraire, et doivent être effectués de manière à ne pas interférer inutilement avec le fonctionnement des travaux.

Tube ASTM A688 coudé en U|tubes de chauffe-eau dalimentation|Tubes de chauffe-eau dalimentation coudés en U
Products
-

-

Tube d'échangeur de chaleur coudé en U
VIEW MORE+ -
Tubes ASTM A214 coudés en U|Tubes à condensateur coudés en U
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定