Tube de chaudière en acier allié ASTM A209 à courbure en U|Tube ASTM A209 T1
VIEW MORE+
PRODUCTS
NEWS
- La structure des échangeurs de chaleur à calandre et à tubes et les pièces principales
- Tube à ailettes à pied LL VS Tube à ailettes à pied L
- Quel est le type de processus pour les bobines de tubes hélicoïdaux ?
- Connaissance de lacier inoxydable duplex
- Présentation du tube de chaudière ASTM A209/ASME SA209 T1
- Fonction et application des radiateurs à ailettes
- Quels sont les effets des zones affectées par la chaleur dans les tubes à ailettes ?
- Quelles sont les causes des zones affectées par la chaleur ?
- Quest-ce que la zone affectée par la chaleur (ZAT) dans les tubes à ailettes ?
- Méthode de préchauffage avant le soudage pour éviter les fissures de soudage

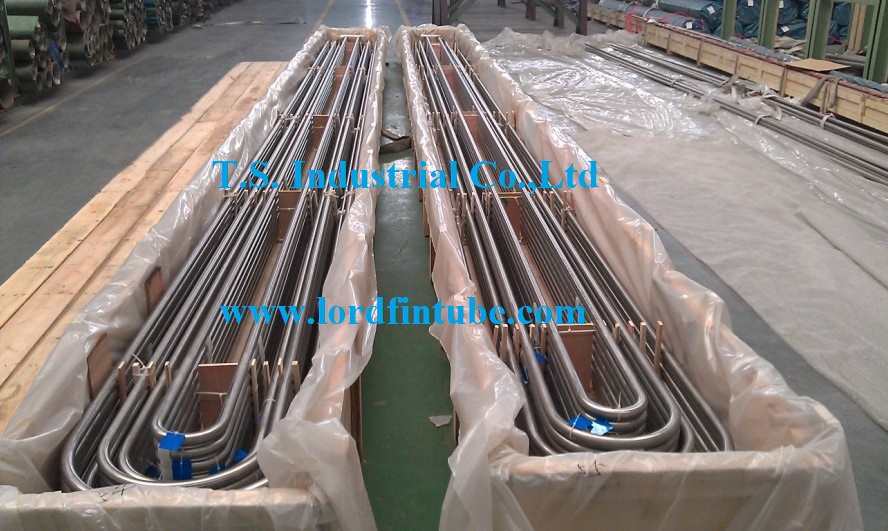
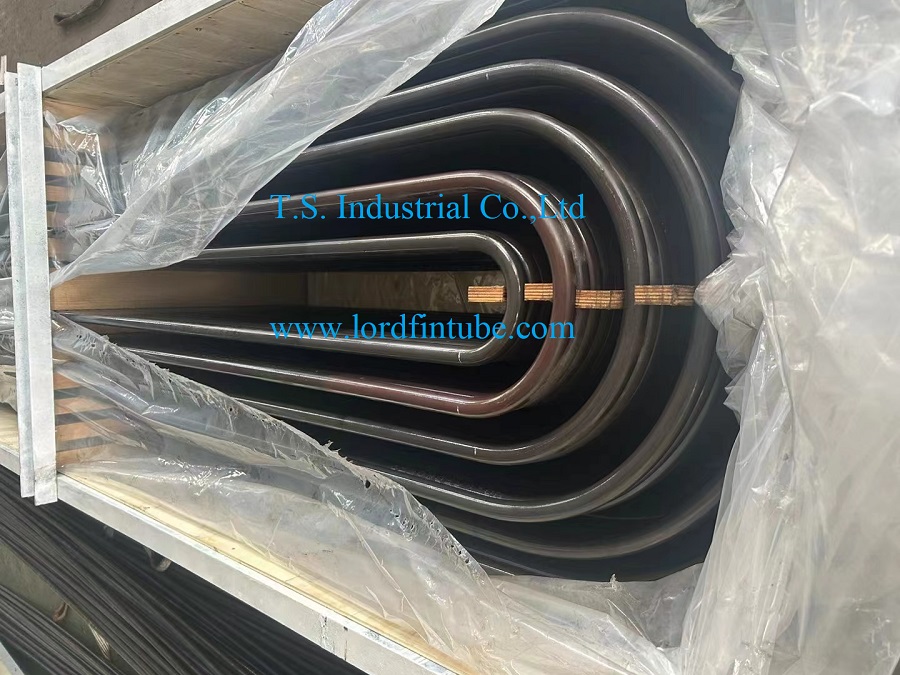
Tubes sans soudure coudés en U SB-444 UNS N06625|SB-163 UNS N06625
Les tubes sans soudure de type coude en U SB-444 / SB-444M UNS N06625 Grade 1 ou SB-163 UNS N06625 sont des spécifications pour les tubes de condenseur et d'échangeur de chaleur sans soudure en nickel et en alliage de nickel.
Description
La norme ASTM B444 décrit les spécifications des tuyaux et tubes fabriqués à partir dalliages nickel-chrome-molybdène-columbium (UNS N06625 et UNS N06852) ainsi que dalliage nickel-chrome-molybdène-silicium (UNS N06219). Ces tuyaux et tubes sont fournis sous une forme sans soudure écrouie à froid dun diamètre de 3 pouces. Les exigences globales pour ces tuyaux et tubes sont détaillées dans la spécification B829. Tubes sans soudure de type coude en U SB-444 / SB-444M UNS N06625 Spécifications de qualité 1 pour les tubes de condenseur et déchangeur de chaleur sans soudure en nickel et en alliage de nickel
Tubes sans soudure de type coudé en U SB-444 / SB-444M UNS N06625 Grade 1 Conditions techniques de livraison (TDC)
Le matériel fourni dans le cadre de cette spécification doit être conforme aux exigences applicables de la spécification B829, sauf indication contraire dans les présentes.
1. Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Grade 1 Exigence générale,
1.1 Lépaisseur de la paroi doit être telle que spécifiée dans PR ou PO (cest-à-dire minimum) après la construction.
1.2 Tous les matériaux des tubes doivent être exempts de rouille, de saleté, de piqûres, de rainures et de crevasses.
1.3 Lanalyse du produit doit être rapportée dans MTC.
1.4 Chaque tube doit être formé dune seule longueur sans soudures circonférentielles.
1.5 Tous les tubes doivent être en état de recuit.
2. Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Grade 1, tests non destructifs,
2.1 Tous les tubes doivent être soumis à des tests par courants de Foucault conformément à la norme ASTM E 571 et à lAnnexe-I.
2.2 Inspection visuelle des coudes en U après le cintrage afin de vérifier quil ny a pas de défauts tels que plis, retraits, signes de frottement ou déchirures de matière, aplatissement.
3. Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Marquage et certification de qualité 1,
3.1 Le fluide de marquage des matériaux doit être compatible avec lacier inconel, cest-à-dire quil ne doit pas contenir de chlorures, de zinc, de soufre ou dautres composants nocifs.
3.2 Les marquages doivent être protégés de lérosion, de lusure ou de tout autre événement susceptible de les rendre illisibles.
3.3 Les rapports dessais de matériaux doivent être soumis conformément aux exigences de certification obligatoires selon les spécifications des matériaux et ce TDC.
3.4 Le certificat matériel doit contenir toutes les données relatives à létat de fourniture, aux tests et aux examens.
4. Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Grade 1 Exigence générale supplémentaire pour les clients,
4.1 Le pays dorigine des articles (produit fini) et les matières premières à partir desquelles les articles sont formés doivent être traçables à partir de la certification et/ou du marquage.
5. Tubes sans soudure de type coude en U SB-444 / SB-444M UNS N06625 Tolérances de niveau 1
Les variations admissibles pour les matériaux spécifiés comme tube de petit diamètre et à paroi lumineuse (taille du convertisseur) doivent être conformes aux variations admissibles prescrites dans le tableau X1.1 et le tableau X1.2.
5.1 L’amincissement de la paroi du tube dans les coudes ne doit pas dépasser 3 % nominal de l’épaisseur originale de la paroi du tube.
5.2 Laplatissement au niveau des coudes ne doit pas dépasser 10 % du diamètre extérieur nominal du tube à portion droite pour les tubes en U.
5.3 Le résultat de la maquette doit être vérifié au rayon de courbure minimum (0,30,60,90 degrés) pour lamincissement et laplatissement.
6. Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Grade 1 Traitement thermique pour la partie coudée en U,
6.1 Après pliage, tous les tubes doivent être soumis à un traitement thermique à 871 °C min. suivi dun refroidissement rapide.
6.2 Le traitement thermique doit être complété par des méthodes de résistance électrique ou de four. Le traitement thermique à flamme nue nest pas autorisé.
6.3 Pour le chauffage par résistance électrique ou par induction, la partie traitée thermiquement du coude en U doit sétendre au moins 300 mm au-delà du point tangent. Pour le chauffage du four, le traitement thermique doit sétendre au moins 600 mm au-delà du point tangent.
6.4 Après le traitement thermique, tous les tubes doivent recevoir un traitement de détartrage. Toute la calamine sera supprimée.
6.5 Pendant le traitement mentionné à larticle 6.1, la surface intérieure du tube doit être protégée par une atome de gaz inerte.
7. Tubes sans soudure de type coudé en U SB-444 UNS N066257 Tubes sans soudure de type coudé en U SB-444 / SB-444M UNS N06625 Exigences NDE de lannexe I de catégorie 1 pour les tubes
7.1 Si un creux mère percé est utilisé, lUT du creux mère doit être effectué conformément à larticle 4 de lASME Sec V, édition 65. Les critères dacceptation pour lUT doivent être conformes à lannexe 12 de lASME SEC VIII Div.1, 65 édition.
7.2 Si un creux mère extrudé est utilisé, les exigences mentionnées dans larticle 2.1 ne sont pas applicables.
7.3 Les tests par courants de Foucault sur tous les tubes doivent être effectués conformément au tableau 1 et léchantillon détalonnage pour les tests par courants de Foucault doit être conforme au tableau 2. Les tests par courants de Foucault doivent être effectués sur tous les tubes avant de plier le tube. Tableau 1
7.4 Les deux extrémités du tube doivent être coupées pour éliminer la « zone aveugle » après lessai du tube. Reportez-vous au tableau 3. Tableau 3 Longueur du tube qui doit être coupée après lECT
7.5 Test hydroélectrique effectué pour tous les tubes, pendant un temps de maintien minimum de 2 minutes. La teneur maximale en chlorure de leau doit être de 30 ppm.
7.6 Un manomètre numérique sera requis pour les essais hydrauliques.
7.7 Les coudes en U des deux côtés doivent être soumis à un examen par ressuage (partie en U + longueur droite de 300 mm). Une fissure ou toute indication linéaire pertinente entraînera le rejet du tube conformément à lASME Sec. VIII Div.1 App. 8.
7.8 Toute indication linéaire non pertinente sur la partie pliée en U doit être polie pour être supprimée et éliminer toute indication pertinente.
7.9 Les tests DP doivent être effectués aux deux extrémités du tube, de lextérieur jusquà 2 pouces et de lintérieur jusquà la zone accessible disponible, une fois les tubes coupés à longueur. Critères dacceptation selon ASME Sec. VIII Div.1 App. 8.
7.10 ECT doit être assisté par une personne possédant un certificat ECT niveau 2 valide et tous les rapports ECT doivent être certifiés par une personne ECT niveau 2 uniquement.
7.11 Pour les tests par courants de Foucault ID et OD, les graphiques/rapports ECT doivent être soumis sous forme électronique avec le certificat de test de matériau du tube.
7.12 La fréquence de vérification de létalonnage doit être dau moins toutes les quatre heures, mais également à chaque changement déquipe dopérateurs déquipement et au début et à la fin des essais.
La composition chimique des tubes sans soudure de type coude en U SB-444 / SB-444M UNS N06625 Grade 1 fait référence à un type spécifique dalliage et à sa composition. UNS N06625 est une désignation courante pour lInconel 625, qui est un alliage nickel-chrome-molybdène connu pour sa haute résistance et son excellente résistance à la corrosion, en particulier dans les environnements à haute température. La composition chimique de lInconel 625 Grade 1 comprend généralement les éléments suivants :
8. Tubes sans soudure de type coude en U SB-444 UNS N066257 Composition chimique
8.1. Nickel (Ni) : environ 58,0 % min
8.2. Chrome (Cr) : 20,0 - 23,0 %
8.3. Molybdène (Mo) : 8,0 - 10,0 %
8.4. Fer (Fe) : 5,0 % maximum
8.5. Niobium (Nb) + Tantale (Ta) : 3,15 - 4,15 %
8.6. Carbone (C) : 0,010% maximum
8.7. Manganèse (Mn) : 0,50% maximum
8.8. Silicium (Si) : 0,50% maximum
8.9. Phosphore (P) : 0,015% maximum
8.10. Soufre (S) : 0,015 % maximum
8.11. Aluminium (Al) : 0,40% maximum
8.12. Titane (Ti) : 0,40% maximum
Tubes sans soudure de type coude en U SB-444/SB-444M UNS N06625 Grade 1 ou SB-163/SB-163M UNS N06625
Products
-

-

Tube d'échangeur de chaleur coudé en U
VIEW MORE+ -
Tubes ASTM A214 coudés en U|Tubes à condensateur coudés en U
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定