
NEWS CENTER



Quest-ce que la zone affectée par la chaleur (ZAT) dans les tubes à ailettes ?
Qu’est-ce qui constitue la zone affectée par la chaleur (ZAT) ?
La zone affectée thermiquement (HAZ) désigne la région dun métal où la fusion na pas eu lieu, mais dont les propriétés ont été altérées en raison de lexposition à des températures élevées pendant le soudage. Située entre la soudure et le métal de base non affecté, la HAZ subit des changements de caractéristiques.
Létendue de la zone affectée par la chaleur (ZAT) dépend de la quantité de chaleur absorbée par le matériau, qui est en corrélation avec lapport de chaleur du processus de soudage. De plus, la taille de la ZAT est affectée par la diffusivité thermique. Les matériaux ayant une diffusivité thermique plus élevée peuvent disperser la chaleur plus rapidement, ce qui entraîne un refroidissement plus rapide pour un apport de chaleur donné, conduisant ainsi à une ZAT plus étroite. Notamment, le cuivre présente une diffusivité thermique nettement supérieure à celle de l’acier. Par conséquent, dans des conditions d’apport thermique équivalentes, la ZAT du cuivre serait plus étroite que celle de l’acier.
Zones affectées par la chaleur (ZAT)
À proximité de la zone de soudure ou de découpage et du métal de base adjacent non affecté, la zone affectée par la chaleur (ZAT) comprend des régions distinctes délimitées par leur proximité avec la chaleur de soudage ou de découpage appliquée.
Au cœur se trouve la zone de soudure ou de découpe, où le matériau passe à l’état liquide au cours du processus, bordée par la limite de fusion. Cette limite marque linterface entre les phases fondue et solide du métal. Adjacente à cette zone se trouve la ZAT proprement dite, où le métal-mère inchangé subit des changements microstructuraux. Dans les compositions dacier traditionnelles, la ZAT peut être classée en zone de grain grossi (la plus proche de la source de chaleur), zone de grain affiné, zone partiellement transformée (chauffée de manière intercritique) et zone trempée. À l’inverse, dans les matériaux dépourvus de transformation de phase solide lors du refroidissement, des zones distinctes telles que la croissance des grains et la recristallisation peuvent être observées, souvent accompagnées de signes de revenu. Au-delà de ces régions HAZ délimitées se trouve le matériau de base non affecté.
Ces régions HAZ variées résultent des températures différentielles subies par le métal de base plus éloigné de la source de soudage ou de coupage. Il est crucial de distinguer ces zones des bandes colorées visibles, attribuées à l’oxydation superficielle, souvent observées à proximité des soudures en acier inoxydable. Appelées « couleurs de trempe », ces bandes signifient des températures sensiblement plus basses que celles responsables de la formation de la zone affectée par la chaleur, sétendant sur une certaine distance au-delà de ses limites. Ces couleurs, également appelées teintes thermiques, fournissent une mesure approximative de la température atteinte par les métaux. Par exemple, dans le cas de lacier inoxydable de type 1.4301 (AISI 304) soumis à un chauffage à lair libre, les couleurs des bandes et les températures correspondantes sont les suivantes :
- Jaune clair : 290°C / 550°F
- Jaune paille : 340°C / 640°F
- Jaune : 370°C / 700°F
- Marron : 390°C / 735°F
- Brun violet : 420°C / 790°F
- Violet foncé : 450°C / 840°F
- Bleu : 540°C / 1000°F
- Bleu foncé : 600°C / 1110°F
Les teintes des couleurs teintées à chaud dépendent de la résistance à loxydation des métaux, les métaux à plus forte teneur en chrome affichant une coloration moins intense en raison de leur résistance accrue à loxydation. Lutilisation de gaz protecteurs et de revêtements délectrodes peut atténuer la teinte thermique en protégeant partiellement le métal de loxydation. À l’inverse, les surfaces plus rugueuses ont tendance à s’oxyder plus rapidement, ce qui donne des teintes plus foncées. De plus, des substances telles que la peinture, l’huile, la rouille et les empreintes digitales peuvent influencer les couleurs des teintes thermiques, sans toutefois avoir d’impact sur l’étendue de la ZAT elle-même.
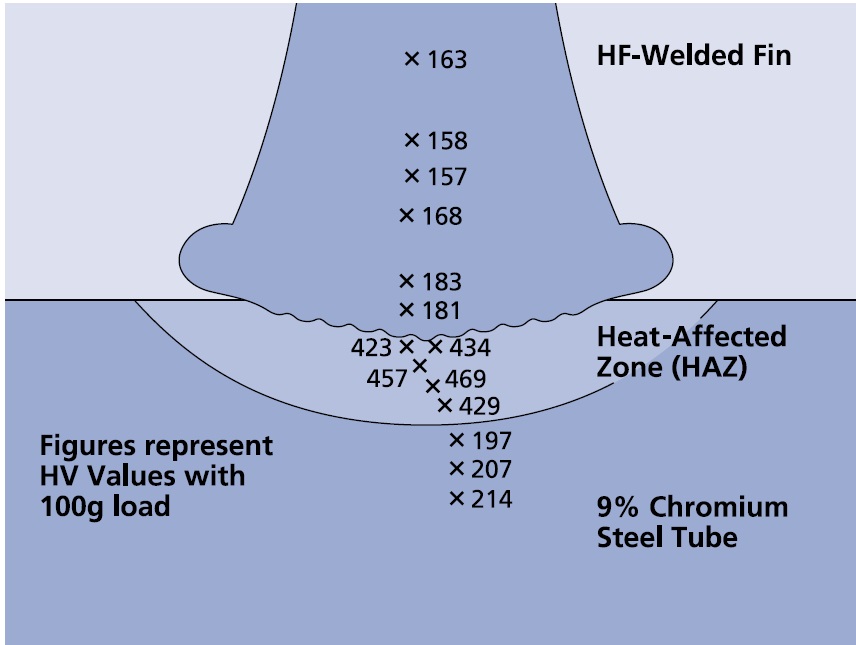
Zone affectée par la chaleur ( ZAT) dans les tubes à ailettes soudés à haute fréquence
Dans les tubes à ailettes soudés à haute fréquence, la zone affectée par la chaleur (ZAT) fait référence à la région entourant le cordon de soudure où le tube de base et les ailettes ont été soumis à des températures élevées pendant le processus de soudage.
Lors du soudage à haute fréquence, lapplication localisée de courants électriques à haute fréquence génère de la chaleur à linterface de la soudure, provoquant le ramollissement du métal à proximité. Bien que les températures dans la ZAT ne soient pas aussi élevées que celles de la zone de fusion où se produit la fusion, elles sont suffisantes pour induire des modifications métallurgiques dans le tube de base et les ailettes.
La ZAT dans les tubes à ailettes soudés à haute fréquence subit généralement des modifications de sa microstructure et de ses propriétés mécaniques en raison de lapport thermique pendant le soudage. Ces changements peuvent inclure la croissance des grains, le revenu et la formation de contraintes résiduelles. Létendue et les caractéristiques de la ZAT dépendent de divers facteurs, notamment des paramètres de soudage, de la composition du matériau et des taux de dissipation thermique.
Des efforts sont souvent déployés pour minimiser la taille et limpact de la ZAT dans les tubes à ailettes soudés à haute fréquence afin de garantir des performances et une intégrité structurelle optimales. Le contrôle des paramètres de soudage, tels que la puissance absorbée, la vitesse et la fréquence de soudage, peut aider à atténuer les effets de la chaleur sur le matériau. De plus, des traitements thermiques après soudage peuvent être utilisés pour atténuer les contraintes résiduelles et affiner la microstructure dans la ZAT.
Comprendre et gérer la zone affectée par la chaleur est crucial dans la fabrication de tubes à ailettes soudés à haute fréquence afin de garantir que les joints soudés répondent aux normes requises en matière de résistance, de durabilité et de résistance à la corrosion. Des techniques de soudage appropriées et des mesures de contrôle qualité sont essentielles pour minimiser les effets néfastes de la ZAT et pour produire des tubes à ailettes qui fonctionnent de manière fiable dans les applications prévues.