Tube de chaudière en acier allié ASTM A209 à courbure en U|Tube ASTM A209 T1
VIEW MORE+
PRODUCTS
NEWS
- La structure des échangeurs de chaleur à calandre et à tubes et les pièces principales
- Tube à ailettes à pied LL VS Tube à ailettes à pied L
- Quel est le type de processus pour les bobines de tubes hélicoïdaux ?
- Connaissance de lacier inoxydable duplex
- Présentation du tube de chaudière ASTM A209/ASME SA209 T1
- Fonction et application des radiateurs à ailettes
- Quels sont les effets des zones affectées par la chaleur dans les tubes à ailettes ?
- Quelles sont les causes des zones affectées par la chaleur ?
- Quest-ce que la zone affectée par la chaleur (ZAT) dans les tubes à ailettes ?
- Méthode de préchauffage avant le soudage pour éviter les fissures de soudage

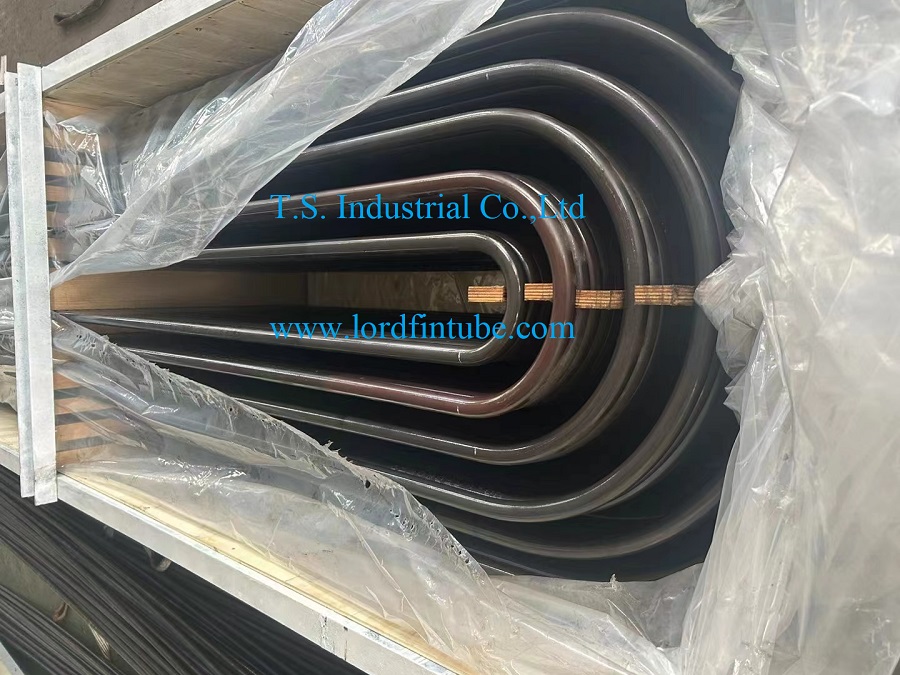
Tubes de chauffe-eau d'alimentation ASTM A556 pliés en U
Spécification standard ASTM A556/A556M pour les tubes de chauffe-eau d'alimentation en acier au carbone étirés à froid sans soudure. Couvre les tubes en acier au carbone étirés à froid sans soudure d'épaisseur de paroi minimale, y compris le pliage sous la forme de tubes en U utilisés dans les chauffe-eau tubulaires.
Description
Spécification standard ASTM A556/A556M pour les tubes de chauffe-eau dalimentation en acier au carbone étirés à froid sans soudure
1. Portée ASTM A556/A556M
1.1 Cette spécification 2 couvre les tubes en acier au carbone étirés à froid sans soudure dépaisseur de paroi minimale, y compris le pliage sous forme de tubes en U, si spécifié, pour une utilisation dans les chauffe-eau tubulaires .
1.2 Les tailles de tubes couvertes doivent être de 5/8 à 1 1/4 po. [15,9 à 31,8 mm] de diamètre extérieur, inclus, avec des épaisseurs de paroi minimales égales ou supérieures à 0,045 po [1,1 mm].
1.3 Des exigences supplémentaires facultatives sont fournies et, si nécessaire, doivent être indiquées dans la commande.
1.4 Les valeurs indiquées en unités pouces-livres ou en unités SI doivent être considérées séparément comme la norme. Dans le texte, les unités SI sont indiquées entre parenthèses. Les valeurs indiquées dans chaque système ne sont pas des équivalents exacts ; par conséquent, chaque système doit être utilisé indépendamment de l’autre. La combinaison des valeurs des deux systèmes peut entraîner une non-conformité à la spécification. Les unités pouces-livres sappliquent à moins que la désignation « M » de cette spécification ne soit spécifiée dans la commande.
2. Documents référencés ASTM A556/A556M
2.1 Normes ASTM :
Spécification A 450/A 450M pour les exigences générales relatives aux tubes en acier au carbone, en alliage ferritique et en alliage austénitique
E 30 Méthodes dessai pour lanalyse chimique de lacier, de la fonte, du fer à foyer ouvert et du fer forgé
 3. Informations de commande ASTM A556/A556M
3. Informations de commande ASTM A556/A556M
3.1 Les commandes de matériel en vertu de cette spécification doivent inclure les éléments suivants, si nécessaire pour décrire de manière adéquate le matériau souhaité :
3.1.1 Quantité (pieds, mètres ou nombre de pièces),
3.1.2 Nom du matériau (tubes en acier sans soudure),
3.1.3 Dimensions (diamètre extérieur et épaisseur minimale de paroi),
3.1.4 Longueur (spécifique ou aléatoire),
3.1.5 Fabrication (étirée à froid),
3.1.6 Qualité (composition chimique),
3.1.7 Exigences facultatives,
3.1.8 Exigences de cintrage – Si la commande spécifie des tubes à cintrer, la conception des tubes en U doit accompagner la commande. Lacheteur doit préciser si un recuit de détente des coudes en U est requis,
3.1.9 Rapport dessai requis (voir la section Certification de la spécification A 450/A 450M),
3.1.10 Numéro de spécification, et
3.1.11 Exigences particulières et éventuelles exigences supplémentaires sélectionnées.
4. Exigences générales ASTM A556/A556M
4.1 Le matériel fourni selon cette spécification doit être conforme aux exigences applicables de lédition actuelle de la spécification A 450/A 450M, sauf indication contraire dans les présentes.
5. Fabrication ASTM A556/A556M
5.1 Fabrication : les tubes doivent être fabriqués selon le procédé sans soudure et doivent être étirés à froid.
5.2 Traitement thermique :
5.2.1 Les tubes étirés à froid doivent être traités thermiquement après le dernier passage détirage à froid à une température de 1 200 °F [640 °C] ou plus pour garantir une ductilité satisfaisante pour le laminage en plaques tubulaires et pour répondre aux propriétés mécaniques spécifiées.
5.2.2 Si un recuit de détente des coudes en U est spécifié, le recuit doit consister à chauffer la partie pliée dans une plage de 1 100 à 1 200 °F [585 à 640 °C].
6. Composition chimique ASTM A556/A556M
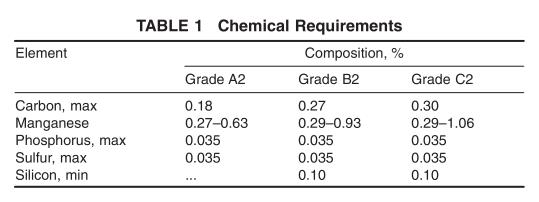
6.1 Lacier doit être conforme à lune des exigences relatives à la composition chimique prescrites dans le tableau 1.
6.2 Lorsquune nuance est commandée dans le cadre de cette spécification, la fourniture dune nuance dalliage qui nécessite spécifiquement lajout de tout élément autre que ceux répertoriés pour la nuance commandée dans le tableau 1 nest pas autorisée.
7. Analyse du produit ASTM A556/A556M
7.1 Lorsque cela est demandé dans le bon de commande, une analyse du produit doit être effectuée par le fabricant ou le fournisseur à partir dun tube ou dune billette par coulée.
7.2 Si le test initial danalyse du produit échoue, de nouveaux tests sur deux tubes ou billettes supplémentaires doivent être effectués. Les deux contre-tests pour les éléments en question doivent répondre aux exigences de la présente spécification ; sinon, tout le matériel restant dans la chaleur ou le lot (Remarque 1) doit être rejeté ou, au choix du producteur, chaque tube peut être testé individuellement pour acceptation. Les tubes qui ne répondent pas aux exigences de cette spécification seront rejetés.
N OTE 1—Pour les exigences dessais de tension et de dureté, le terme lot sapplique à tous les tubes avant découpe, de même diamètre nominal et de même épaisseur de paroi, produits à partir de la même chaleur dacier. Lorsque le traitement thermique final seffectue dans un four de type discontinu, un lot doit comprendre uniquement les tubes de même taille et de même chaleur qui sont traités thermiquement dans la même charge de four. Lorsque le traitement thermique final seffectue dans un four continu, un lot doit comprendre tous les tubes de même taille et de même chaleur, traités thermiquement dans le même four à la même température, durée de chauffage et vitesse du four.
7.3 À des fins darbitrage, la méthode dessai E 30 doit être utilisée.
8. Propriétés mécaniques ASTM A556/A556M
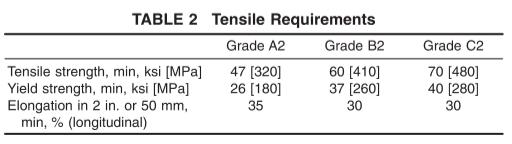
8.1 Propriétés de traction—Le matériau doit être conforme aux exigences relatives aux propriétés de traction prescrites dans le tableau 2, lorsquil est tiré en pleine section.
8.2 Exigences de dureté : les tubes ne doivent pas dépasser la dureté Rockwell indiquée dans le tableau 3.
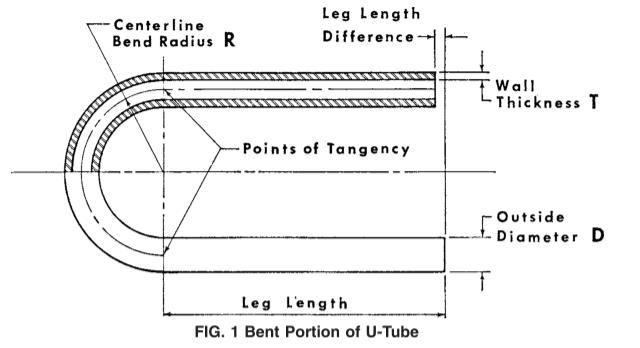
 9. Variations admissibles des dimensions selon la norme ASTM A556/A556M (Fig. 1)
9. Variations admissibles des dimensions selon la norme ASTM A556/A556M (Fig. 1)
9.1 Les variations admissibles par rapport au diamètre extérieur spécifié ne doivent pas dépasser 60,004 po [0,10 mm] pour les tubes sous
1,0 pouces. [25,4 mm] de diamètre extérieur ni 60,006 po [0,15 mm] pour les tubes de 1,0 po [25,4 mm] à 1,25 po [31,7 mm] inclus. Ces tolérances ne sappliquent pas à la partie courbée des tubes en U. Au niveau de la partie courbée dun tube en U pour R = 2 3 D ou plus, ni le diamètre majeur ni le diamètre mineur du tube ne doivent sécarter du diamètre nominal de plus de 10 %. Si 1 1 ⁄ 2 D est spécifié, les tolérances pourraient être plus grandes.
9.2 Les variations admissibles par rapport à lépaisseur de paroi minimale spécifiée ne doivent pas dépasser +20 % ou − 0. Lépaisseur de paroi du tube dans la section coudée en U ne doit pas être inférieure à la valeur
déterminé par : tf 5 T ~ 2R ! / ~2R1D ! (1) où :
tf = épaisseur de paroi après pliage, po [mm],
T = épaisseur minimale spécifiée de la paroi du tube, po [mm],
R = rayon de courbure de laxe central, po [mm], et
D = diamètre extérieur nominal du tube, po [mm].
9.3 Dans le cas des tubes en U, la longueur des branches de tube, mesurée à partir du point de tangence du coude et de la branche de tube jusquà lextrémité de la branche de tube, ne doit pas être inférieure à celle spécifiée, mais peut dépasser les valeurs spécifiées par le montant indiqué dans le tableau
4. La différence de longueur des pieds de tube ne doit pas être supérieure à 1/8 po [3 mm], sauf indication contraire.
9.4 Lextrémité de tout tube ne peut pas sécarter du carré de plus que la quantité indiquée dans le tableau 5.
9.5 Lespacement des jambes mesuré entre les points de tangence du coude aux jambes ne doit pas varier de la valeur (2R − diamètre extérieur spécifié du tube) de plus de 1/16 po [1,5 mm] où R est le rayon de courbure de laxe central.
9.6 La partie courbée du tube en U doit avoir une courbure sensiblement uniforme et ne pas dépasser 6 1/16 po [61,5 mm] du rayon de laxe central normal.
10. Fabrication, finition et apparence ASTM A556/A556M
10.1 Les tubes finis doivent être exempts de tartre mais peuvent présenter un film doxyde superficiel sur les surfaces. Une légère calamine doxyde sur les surfaces extérieures et intérieures du coude en U doit être autorisée pour les tubes qui ont été traités thermiquement.
10.2 Les tubes finis doivent être raisonnablement droits et avoir des extrémités lisses et exemptes de bavures. Les tubes doivent avoir une finition soignée et doivent être exempts dimperfections de surface qui ne peuvent pas être éliminées dans les tolérances de paroi autorisées. Lélimination des imperfections de surface telles que les marques de manipulation, les marques de redressage, les légères marques de mandrin et de matrice, les piqûres peu profondes et les écailles ne seront pas nécessaires à condition quelles respectent les tolérances de paroi autorisées.
10.3 Les tubes finis doivent être revêtus à la fois sur le diamètre extérieur et intérieur pour éviter la corrosion pendant le transport. Le type de revêtement appliqué doit être convenu d’un commun accord et spécifié dans la commande.
11. Tests mécaniques ASTM A556/A556M requis
11.1 Test de tension : un test de tension doit être effectué sur un échantillon pour des lots ne dépassant pas 50 tubes. Les essais de traction doivent être effectués sur des éprouvettes provenant de deux tubes pour des lots de plus de 50 tubes (Note 1).
11.2 Test daplatissement – Un test daplatissement doit être effectué sur des échantillons prélevés à chaque extrémité dun tube fini, et non sur celui utilisé pour lessai dévasement, de chaque lot de 125 tubes au maximum ou fraction de celui-ci.
11.3 Test dévasement – Un test dévasement doit être effectué sur des échantillons prélevés à chaque extrémité dun tube fini, et non sur celui utilisé pour le test daplatissement, de chaque lot ne dépassant pas 125 tubes ou fractions de celui-ci.
11.4 Test de dureté—Les tests de dureté Brinell ou Rockwell doivent être effectués sur des échantillons provenant de deux tubes de chaque lot (Remarque 1).
11.5 Test hydrostatique—Chaque tube en U doit être soumis à un test hydrostatique, en utilisant un fluide non corrosif, ou lorsque convenu entre lacheteur et le fabricant, ils peuvent être testés à 1 1 ⁄ 2 fois la pression de service de conception spécifiée.
12. Test non destructif ASTM A556/A556M (test électrique)
12.1 Chaque tube doit être testé après le traitement thermique de finition suivant le dernier passage détirage à froid en passant par un testeur non destructif capable de détecter les défauts sur toute la section transversale du tube, conformément à la spécification A 450/A 450M.
13. ASTM A556/A556M Emballage et marquage des emballages
13.1 Les tubes doivent être emballés ou regroupés de manière à éviter tout dommage lors de la manipulation et du transport ordinaires et identifiés par une étiquette portant le nom du fabricant, le numéro de bon de commande, le numéro de spécification, la qualité et la taille.
13.2 Dans le cas des tubes en U, chaque boîte doit être palettisée et marquée lisiblement du nom du fabricant, du numéro de bon de commande, du numéro de spécification et de la qualité, de la taille et de lidentification des articles contenus.
13.3 Code à barres – En plus des exigences des articles 13.1 et 13.2, le code à barres est acceptable comme méthode didentification supplémentaire. Lacheteur peut préciser dans la commande un système de code à barres spécifique à utiliser.
14. Mots-clés ASTM A556/A556M
Tubes de chauffe-eau dalimentation ASTM A556|Tubes de chauffe-eau dalimentation en acier au carbone|Tubes de chauffe-eau dalimentation ASTM A556 à coude en U
Products
-

-

Tube d'échangeur de chaleur coudé en U
VIEW MORE+ -
Tubes ASTM A214 coudés en U|Tubes à condensateur coudés en U
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定