
NEWS CENTER



Tubes de condensateur ASTM B395
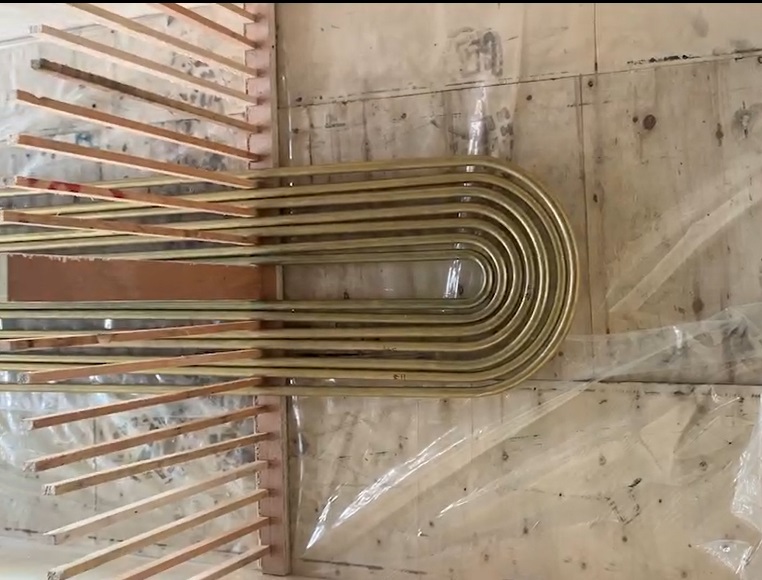
Spécification standard ASTM B395 pour les tubes déchangeur de chaleur et de condenseur sans soudure en cuivre et en alliage de cuivre, courbés en U
1. Portée de la norme ASTM B395
1.1 Cette spécification2 couvre les tubes de condenseur, dévaporateur et déchangeur de chaleur sans soudure coudés en U en cuivre et en alliages de cuivre jusquà 2 pouces inclus de diamètre. Les tubes destinés à cette application sont normalement fabriqués à partir du cuivre ou des alliages de cuivre suivants :
Cuivre ou alliage de cuivre déjà utilisé
Désignation UNS No.3 Type de métal
C10200 OFA sans oxygène et sans désoxydants résiduels
C10300 sans oxygène, très faible teneur en phosphore
C10800 sans oxygène, faible teneur en phosphore
C12000 DLPA phosphorisé, faible phosphore résiduel
C12200 DHPA phosphorisé, phosphore résiduel élevé
C14200 DPAA phosphoré, arsenic
C19200 ... phosphorisé, 1 % de fer
C23000 ... laiton rouge
C44300 Types B, métaux de lamirauté
C44400C,
C44500D
C60800 ... bronze-aluminium
Laiton aluminium C68700 Type B
C70400 ... 95-5 cuivre-nickel
C70600 ... 90-10 cuivre-nickel
C71000 ... 80-20 cuivre-nickel
C71500 ... 70-30 cuivre-nickel
C72200 ... cuivre-nickel
2. Documents référencés ASTM B395
2.1 Les documents suivants de lémission en vigueur à la date dachat du matériel font partie de cette spécification dans la mesure mentionnée ici :
2.2 Normes ASTM :
B 153 Méthode dessai pour la dilatation (essai des broches) des tuyaux et tubes en cuivre et en alliage de cuivre4
B 154 Méthode dessai pour lessai des nitrates mercureux pour le cuivre et les alliages de cuivre4
Spécification B 170 pour les formes de raffinerie de cuivre électrolytique sans oxygène4
B 224 Classification des cuivres4
B 601 Pratique pour les désignations de trempe pour le cuivre et les alliages de cuivre – corroyé et moulé4
E 8 Méthodes dessai pour les essais de traction des matériaux métalliques5
E 29 Pratique dutilisation de chiffres significatifs dans les données de test pour déterminer la conformité aux spécifications6
E 53 Méthodes dessai pour lanalyse chimique du cuivre7
E 54 Méthodes dessai pour lanalyse chimique des laitons et bronzes spéciaux7
E 55 Pratique déchantillonnage des métaux et alliages non ferreux corroyés pour la détermination de la composition chimique7
E 62 Méthodes dessai pour lanalyse chimique du cuivre et des alliages de cuivre (méthodes photométriques)
E 75 Méthodes dessai pour lanalyse chimique des alliages cuivre-nickel et cuivre-nickel-zinc7
E 112 Méthodes dessai pour déterminer la granulométrie moyenne5
E 243 Pratique pour lexamen électromagnétique (courants de Foucault) des tubes en cuivre et en alliage de cuivre8
E 478 Méthodes dessai pour lanalyse chimique des alliages de cuivre9
E 527 Pratique de numérotation des métaux et alliages (UNS)10
3. Terminologie ASTM B395
3.1 Définitions des termes spécifiques à cette norme :
3.1.1 Capable de — tel quutilisé dans la présente spécification, lessai na pas dêtre effectué par le producteur du matériau. Cependant, si des essais ultérieurs effectués par lacheteur établissent que le matériau ne répond pas à ces exigences, le matériau sera sujet à rejet.
3.1.2 Tube en U : tube plié à 180° dans un seul plan en forme de U.
4. Informations de commande ASTM B395
4.1 Les commandes de tubes coudés en U dans le cadre de cette spécification doivent inclure les informations suivantes :
4.1.1 Matériel (articles 5 et 6),
4.1.2 Caractère (article 7),
4.1.3 Si un essai de tension est requis (section 8),
4.1.4 Si la partie coudée en U des tubes coudés en U en cuivre-nickel doit être recuite en relief (voir 7.4),
4.1.5 Dimensions : diamètre et épaisseur de paroi du tube (voir 14.1 et 14.2),
4.1.6 Liste des tubes requis en section à double calibre et longueur de section à gros calibre (voir 5.2 et 14.3),
4.1.7 Programme des rayons de courbure (voir 14.5),
4.1.8 Longueur des branches du tube en U (voir 14.8),
4.1.9 Certification, si nécessaire (voir 22.1), et
4.1.10 Rapport dessai en usine, si nécessaire (voir 23.1).
4.1.11 Si le produit doit être soudé ultérieurement (voir tableau
2, note de bas de page C).
4.2 En outre, lorsque du matériel est acheté pour des agences du gouvernement américain, il doit être conforme aux exigences supplémentaires définies dans le présent document lorsquelles sont prescrites dans le contrat ou le bon de commande.
5. ASTM B395 Matériaux et fabrication
5.1 Le matériau doit être dune qualité et dune pureté telles que le produit fini doit avoir les propriétés et les caractéristiques prescrites dans la présente spécification.
5.2 Les tubes devant être pliés en U à un petit rayon doivent, si spécifié, être fournis sous forme de tubes à double calibre. Ces tubes doivent être fabriqués avant le cintrage en U avec lépaisseur de paroi de la section centrale de la longueur du tube, épaissie à léquivalent dun calibre de Stubs ou de Birmingham Wire (Bwg) plus lourde que lépaisseur. de paroi spécifiée pour la partie de jambe droite du tube coudé en U. Sauf indication contraire, les tubes à double calibre doivent être fabriqués avec un diamètre intérieur constant ; cest-à-dire que lépaisseur de paroi accumulée doit être obtenue en ayant le diamètre extérieur du tube fini dans la section centrale de gros calibre.
5.3 La partie courbée du tube coudé en U doit avoir une courbure sensiblement uniforme.
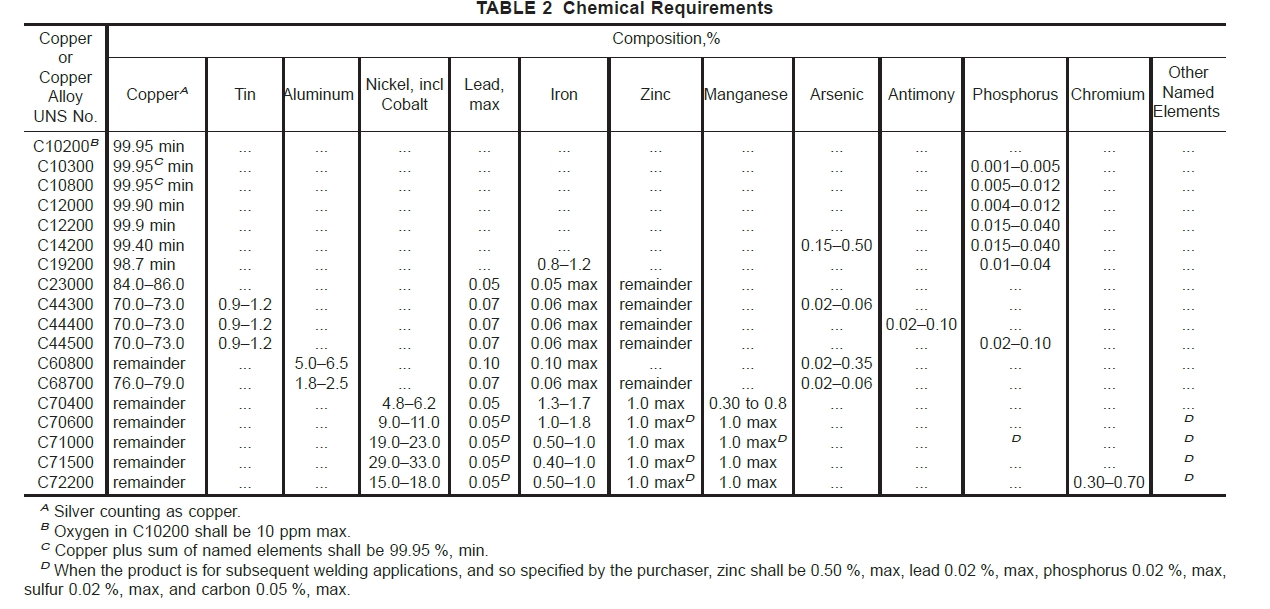
6. Composition chimique selon la norme ASTM B395
6.1 Le matériau doit être conforme aux exigences chimiques spécifiées dans le tableau 2.
6.2 Ces limites de spécifications nexcluent pas la présence dautres éléments. Les limites pour les éléments non nommés peuvent être établies par accord entre le fabricant ou le fournisseur et lacheteur.
6.2.1 Alliage de cuivre UNS No. C19200 — Le cuivre peut être considéré comme la différence entre la somme de tous les éléments analysés et 100 %. Lorsque tous les éléments du tableau 2 sont analysés, leur somme doit être dau moins 99,8 %.
6.2.2 Pour les alliages de cuivre dans lesquels le cuivre est spécifié comme complément, le cuivre peut être considéré comme la différence entre la somme de tous les éléments analysés et 100 %.
6.2.2.1 Lorsque tous les éléments du tableau 2 sont analysés, leur somme doit être celle indiquée dans le tableau suivant.
Copper Alloy UNS No. Copper Plus Named Elements, % min
C60800 99.5
C70400 99.5
C70600 99.5
C71000 99.5
C71500 99.5
C72200 99.8
6.2.3 For copper alloys in which zinc is specified as the remainder, either copper or zinc may be taken as the difference between the sum of all the elements analyzed and 100 %.
6.2.3.1 When all the elements in Table 2 are analyzed, their sum shall be as shown in the following table.
Copper Alloy UNS No. Copper Plus Named Elements, % min
C23000 99.8
C44300 99.6
C44400 99.6
C44500 99.6
C68700 99.5
7. ASTM B395 Temper (see Practice B 601)
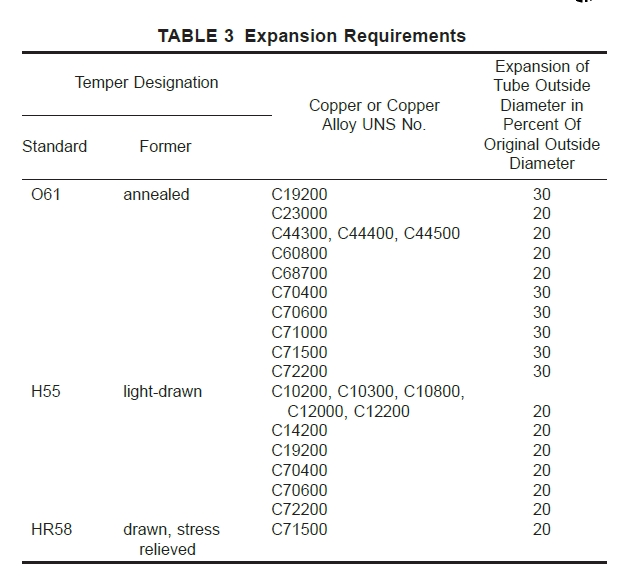
7.1 Prior to U-bending, tubes of Copper Alloy UNS Nos.
C23000, C44300, C44400, C44500, C60800, C68700, C70400, C70600, C71000, C71500, and C72200 shall be in the annealed temper (O61), unless otherwise specified in the purchase order.
7.2 Prior to bending, U-bend tubes of Copper Alloy UNS Nos. C10200, C10300, C10800, C12000, C12200, and C14200 shall normally be in light drawn temper (H55). Tubes of Copper Alloy UNS Nos. C70400, C70600, and C72200 shall, if specified, be made in the light-drawn temper (H55).
7.3 Prior to bending, U-bend tubes of Copper Alloy UNS No. C19200 shall normally be in the annealed (O61) or light drawn temper (H55) as specified.
7.4 Prior to bending, U-bend tubes of Copper Alloy UNS No. C71500 shall, if specified, be made in the drawn, stress relieved temper (HR58).
7.5 The U-bend portion of tubes furnished in Copper Alloy UNS Nos. C23000, C44300, C44400, C44500, C60800, and C68700 shall be relief annealed (HR) after bending. If specified, the U-bend portion of tubes furnished in Copper Alloy UNS Nos. C70400, C70600, C71000, C71500, and C72200 shall be relief annealed (HR) after bending.
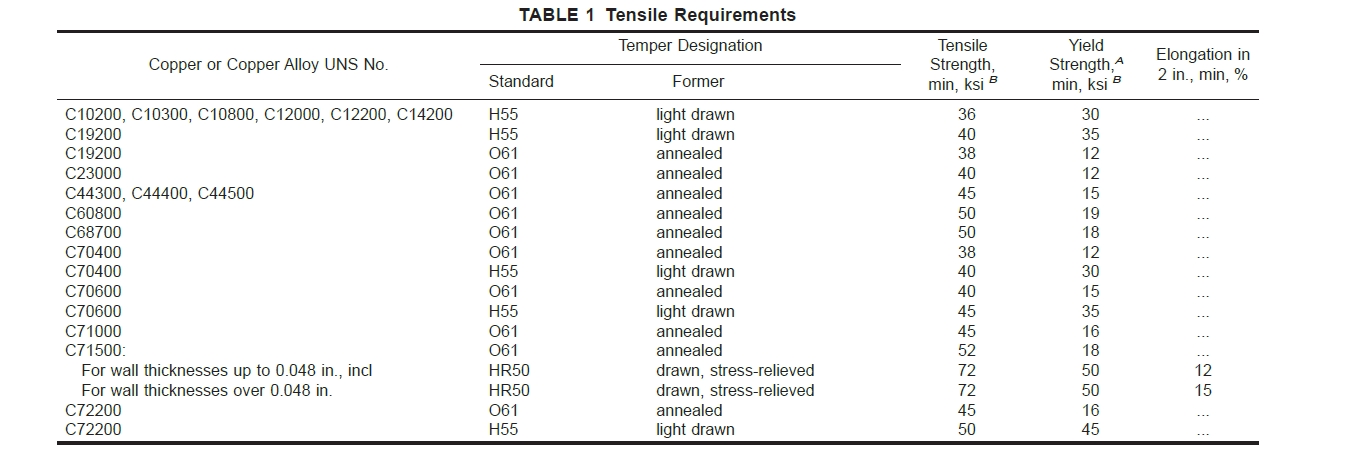
8. Tensile Properties
8.1 Material specified to meet the requirements of the ASME Boiler and Pressure Vessel Code shall have tensile properties as prescribed in Table 1.
9. ASTM B395 Microscopical Examination
9.1 Samples of annealed-temper (O61) tubes selected for test shall be subjected to microscopical examination at a magnification of 75 diameters and shall show uniform and complete recrystallization. Materials other than Copper Alloy UNS No. C19200 shall have an average grain size within the limits of 0.010 to 0.045 mm. The requirements of Section 9 do not apply to tubes of light-drawn (H55), drawn, stress-relieved (HR58) or to the U-bent portion.
10. ASTM B395 Expansion Test
10.1 Tube specimens selected for test shall withstand the expansion shown in Table 3 when expanded in accordance with Test Method B 153. The expanded tube shall show no cracking or rupture visible to the unaided eye.
NOTE 4—The term “unaided eye” as used herein permits the use of corrective spectacles necessary to obtain normal vision.
11. ASTM B395 Flattening Test
11.1 Test specimens shall be flattened on at least three different elements throughout the lengths remaining after the specimens for the expanding and metallographic tests have been taken. For tube in the light-drawn (H55) and drawn, stress-relieved (HR58) tempers the specimens shall be annealed prior to flattening. Each element shall be slowly flattened by one stroke of a press. The length of each flattened element shall be at least 2 in. The term flattened shall be interpreted as follows: A micrometer caliper set at three times the wall thickness shall pass over the tube freely throughout the flattened part except at the points where the change in element of flattening takes place. The flattened elements shall not show cracking or rupture clearly visible to the unaided eye (Note 3).
12. ASTM B395 Mercurous Nitrate Test
12.1 Warning—Mercury is a definite health hazard and therefore equipment for the detection and removal of mercury vapor produced in volatilization is recommended. The use of rubber gloves in testing is advisable.
12.2 A sufficient length of tube taken from each of the two sample lengths selected for test specimens shall be U-bent to the smallest radius in the order and shall be subjected to the same relief anneal (HR) treatment to be used for this size in producing the order. The test specimens, cut 6 in. in length from both the U-bend and straight leg length, shall stand without cracking, an immersion in the standard mercurous nitrate solution in Test Method B 154; the straight leg specimens shall include the finished tube ends. The mercurous nitrate test is required only for Copper Alloy UNS Nos. C23000, C44300, C44400, C44500, C60800, and C68700.
NOTE 5—There is no standard test method to evaluate the effectiveness of a relief anneal (HR) of the U-bent section of copper-nickel or copper-nickel-iron tubes with respect to stress-corrosion cracking susceptibility.
13. ASTM B395 Nondestructive Testing
13.1 Eddy-Current Test:
13.1.1 Each tube, prior to bending, shall be subjected to the eddy-current test. Tubes may be tested in the final drawn, annealed, or heat-treated temper or in the drawn temper prior to the final anneal or heat treatment unless otherwise agreed upon by the supplier and the purchaser.
13.1.2 Each tube shall be passed through an eddy-current testing unit adjusted to provide information on the suitability of the tube for the intended application. Testing shall follow the procedures of Practice E 243.
13.1.3 The depth of the round-bottom transverse notches and the diameters of the drilled holes in the calibrating tube used to adjust the sensitivity of the test unit are shown in Table 4 and Table 5, respectively.
13.1.4 Les tubes qui nactionnent pas le dispositif de signalisation du testeur à courants de Foucault doivent être considérés comme conformes aux exigences de cet essai. Les tubes provoquant des signaux non pertinents en raison de lhumidité, de la saleté et deffets similaires peuvent être reconditionnés et retestés. De tels tubes, lorsquils sont retestés selon les paramètres dessai dorigine, doivent être considérés comme conformes sils ne provoquent pas de signaux de sortie au-delà des limites acceptables. Les tubes provoquant des signaux non pertinents en raison de marques de manipulation visibles et identifiables doivent être considérés comme conformes si les dimensions du tube sont dans les limites prescrites et si les tubes sont conformes aux exigences dessai détanchéité de 13.2.1.1 ou 13.2.1.2, sauf accord contraire du fabricant et acheteur.
13.2 Autres tests :
13.2.1 Chaque tube coudé en U doit être testé conformément aux exigences de 13.2.1.1 ou 13.2.1.2. Sauf indication contraire, le fabricant doit avoir la possibilité dutiliser le test détanchéité.
13.2.1.1 Test hydrostatique—Chaque tube doit résister, sans montrer de signes de fuite, à une pression hydrostatique interne suffisante pour soumettre le matériau à une contrainte de fibre de 7 000 psi, déterminée par léquation suivante pour les cylindres creux minces sous tension. Le tube na pas besoin dêtre testé à une pression hydrostatique supérieure à une pression relative de 1 000 psi, sauf indication contraire.
P5 2St/~D 2 0,8t ! (1)
où:
P 5 pression hydrostatique, psi,
t 5 épaisseur de la paroi du tube, po,
D 5 diamètre extérieur du tube, po, et
S 5 contrainte admissible du matériau, psi.
13.2.1.2 Test pneumatique—Chaque tube doit être soumis à une pression dair interne de 60 psi minimum pendant 5 s sans montrer de signe de fuite. La méthode dessai utilisée doit permettre une détection visuelle aisée de toute fuite, par exemple en plaçant le tube sous leau ou par la méthode de différence de pression. Toute preuve de fuite sera un motif de rejet.
14. ASTM B395 Dimensions, poids et variations autorisées
14.1 Diamètre du tube : diamètre extérieur de la partie droite du tube, à lexclusion du calibre central épais
Liens de téléchargement de la norme ASTM B395